1. Floating Fish Feed.
Fish feed floats on the water surface due to various reasons like low bulk density, air sacs in extruded feed, low moisture, buoyancy – water stability & other extrusion properties termed as floating fish feed.
2. Basic flow diagram for floating fish feed.
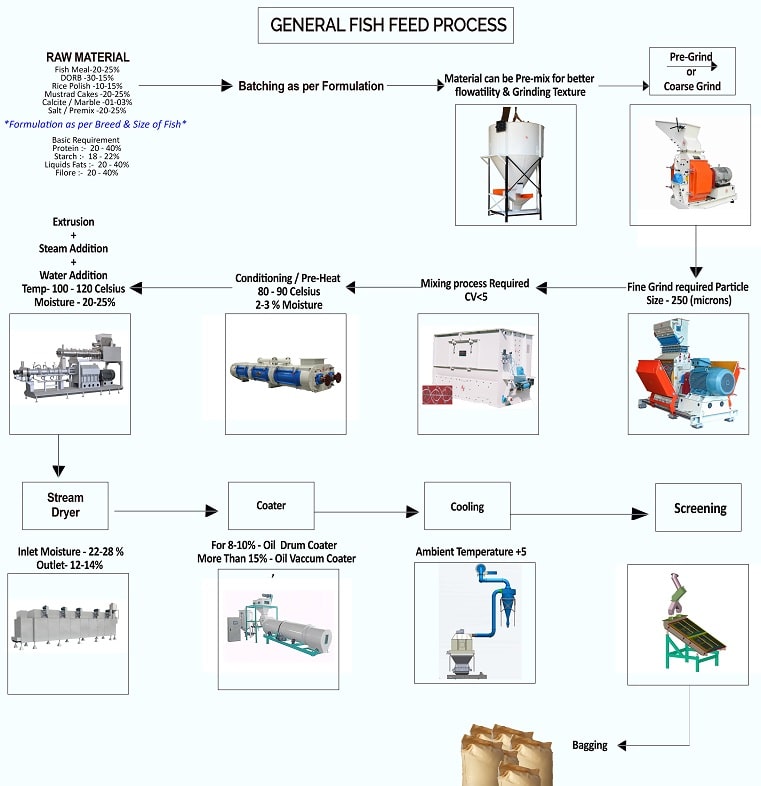
3. Basic Process of Floating fish feed Manufacturing.
Fish feed manufacturing basically includes the following processes as mentioned:
A). Batching (Auto): In automatic plants, weighing of assorted materials is done as per the formulation requirement. This makes one batch and is called proportioning or batching. Any number of silos of appropriate capacity is incorporated as per the plant capacity. Mostly, two sets of silos or bins are installed - one for main ingredients and the other for secondary ingredients
Manual: In manual batching – labor weighs each ingredient as per formulation & puts it directly into the dump hopper at the intake elevator.
B). Grinding: Grinding is the reduction of particle size, and is a key function of feed manufacturing. In a feed mill, a grinder is used to improve the handling of ingredients. Also, the grinding improves mixing properties, feed digestibility, acceptability, & extrusion properties. For better results required texture after the grinding process is about 250 microns. (Average particle size).
C). Mixing: The feed ingredients are blended in a feed mixing machine homogeneously (grains + medicines + supplements + oils). It counts on the feed preparation and characteristics of the ingredients. Efficient mixing is essential in quality feed production.
Key features of a good mixing system:
- Efficient mixing to accomplish minimum coefficient of variation in minimal time.
- Effective mixer discharging mechanism for no leakage of gates with minimal residue in the drum to avoid carry-over to the next batch.
D. Conditioning: Conditioning is performed to add moisture & heat in mixed feed to reach gelatinization as well as making the product more pliable for pelleting. A perfect conditioning system should meet the following aspects:
- It should increase the moisture and temperature of the product by direct/indirect heating.
- It should provide desirable retention time in the conditioners.
E. Extrusion: As the material leaves the conditioner, it enters the extruder barrel. Here the major transformation of the raw pre-conditioned material occurs which ultimately determines the final product characteristics.
The initial section of the extruder barrel is designed to act as a feeding or metering zone to simply convey the pre-conditioned material away from the inlet zone of the barrel and into the extruder. The material then enters a processing zone where this free-flowing material is worked into the amorphous dough. The compression ratio of the screw profile is increased in this stage to assist in blending water or steam with the raw material. The temperature of the moist dough is rapidly elevated in the final few seconds of dwell time within the extruder barrel.
Most of the temperature rise in the extruder barrel is from mechanical energy dissipated through the rotating screw assisted by direct injection of steam. The moisture addition & properly configured barrel will result in final moisture of 22-25 % & temperature of 110-125 degrees Celsius.
F. Drying: The primary purpose of drying is to reduce the level of moisture in an extruded product. For dry expanded extruded products, the final moisture content needs to be less than 10 %.
Some of the moisture is lost due to flash evaporation as the superheated product exits the die & expand. Further moisture will be lost through evaporative cooling, as the product cools during conveying to the dryer. In the horizontal conveyor dryer, the product is spread on a belt that moves through the dryer. Heated air is passed through the bed of the product at a particular velocity. Speed & airflow can be controlled with the help of Variable Frequency Drives.
G. Coating: Most dry-expanded extruded products for animal operations apply liquid fat or flavors after drying. Coating of warm product before cooling improves absorption. When oil percentage ranges 3-7 % simple drum coater is used and when oil percentage ranges 10-25 % normally vacuum coater is used. Vacuum infusion draws coating liquids into all air cells within the extruded product while atmospheric processes result only in the surface coating of the feed.
H). Cooling: The desired feature of an efficient cooler are: It should be capable to remove the unwanted heat and moisture from pellets to improve its shelf life. The cooling should be uniform from all sides.
Product final moisture should be around 10 % & temperature +/- 5 degrees in range with ambient temperature.
I). Screening & Bagging: After cooling it is important to screen out any small pieces or fines that may have developed during the drying, tumbling & cooling operations. Those fines may be recycled back into the raw mix prior to extrusion so that no loss of product occurs.
After the screener, the finished product is filled into bags. In small to medium plants, bagging can be carried out manually but for higher output, it is better to go for electronic bagging machines. Electronic bagging machines can perform bagging with high accuracy and a much faster rate.
4. Main ingredients used for floating fish feed & Fish feed formulation.
Raw materials of floating fish feed mainly include fish meal, fish oil, DORB, rice polish, de-oiled cakes, minerals & vitamins pre-mix. Starch, Protein, fat & crude fiber are major compounds of fish feed ingredients.
Ingredients selection has a tremendous impact on final product texture, uniformity, extrudability, nutritional quality, and economic viability. Within certain limits set by a nutritionist, the extrusion cooking process can produce a wide range of products. In general, during the extrusion cooking of cereal grain and protein blends, the moistened granular or floury materials are converted into the dough. The starchy components gelatinize, resulting in a substantial uptake of moisture and an increase in dough viscosity. The role of few ingredient properties like starch, protein, fiber & fat is as mentioned:
a). Starch: Mainly used for carbohydrates & important sources of energy in livestock feed. When gelatinization occurs during extrusion cooking, starch becomes soluble and absorbs large quantities of water. Starch also contributes to both expansion and binding in the final product, especially important for aquatic feed. Floating fish feed required a minimum of 20 % starch in the formula.
b). Protein: Because protein is the most expensive component of fish feed, it is important to accurately determine the protein requirements for each species and life stage cultured. Proteins are formed by linkages of individual amino acids. Although more than 200 amino acids occur in nature, only about 20 amino acids are common. Of these, 10 are essential (indispensable) amino acids that cannot be synthesized by fish. The most common sources of animal proteins include fresh meat, poultry by-product meal, fish meal, meat and bone meal, blood meal, and gelatin.
Protein levels in aquaculture feed generally average 30 to 35 percent for shrimp, 28-32 percent for catfish, 35-40 percent for tilapia, 38-42 percent for hybrid striped bass, and 40-45 percent for trout and other marine finfish. In general, protein requirements are typically lower for herbivorous fish (plant-eating) and omnivorous fish (plant and animal eaters) than they are for carnivorous (flesh-eating) fish. Protein requirements are higher for fish reared in high-density systems (e.g., recirculating aquaculture) compared to low-density culture (e.g., ponds). Protein requirements are generally higher for smaller as well as early life stage fish. As fish grow larger, their protein requirements usually decrease. Protein requirements also vary with the rearing environment, water temperature, and water quality, as well as the genetic composition and feeding rates of the fish. Protein is used for fish growth if adequate levels of fats and carbohydrates (energy) are present in the diet. Proteins are composed of carbon (50 percent), nitrogen (16 percent), oxygen (21.5 percent), and hydrogen (6.5 percent), and other elements (6.0 percent).
Fats /Lipids: Lipids (fats) are high-energy nutrients that can be utilized to partially spare (substitute for) protein in aquaculture feeds. Lipids have about twice the energy density of proteins and carbohydrates. Lipids typically makeup about 7-15 percent of fish diets, supply essential fatty acids, and serve as transporters for fat-soluble vitamins. Fat sources include tallow, poultry fat, vegetable oils, marine oils, and various blends from all sources.
Fiber: Within commercial animal feed rations, most definitions of fiber refer to the material present that is neither digested nor absorbed by the animal and which provides physical bulk or substance to a ration. Commodities that have a high protein and low crude fiber content, such as fishmeal, generally have a high economic value; while materials having low protein content and usually a high fiber content, including straw and rice hulls, are generally regarded as having a low economic value.
Minor ingredients: Vitamins are an important category of minor ingredients. Each vitamin has its own characteristic behavior during thermal processing, and some are unstable during storage. Vitamin stability during extrusion cooking is affected by moisture, pressure, shear, and temperature. Fat-soluble vitamins, which include vitamins A, D, and E, are fairly stable during extrusion, although 15 to 20 percent losses have been experienced.
5. Floating fish feed extruder.
Extruders are basically screwed pumps through which feed mix is forced and in that process is subjected to heat, pressure & shear forces. Extrusion is a process, which combines several unit operations including mixing, cooking, kneading, shearing, shaping, and forming.
6. Advantages of floating fish feed.
It is very crucial for fish farmers to ensure that the fish get all the food they require, both in terms of quantity and quality. In fact, feed accounts for almost 60% of the total production cost. So, farmers need to spend a lot of time and effort in determining the right feed. The floating feed has so many advantages as mentioned:
a). Feed Utilization: Due to the physical and chemical changes in the extruded process, the extruded feed generally produces powder within 1%, which directly improves the effective use of feed. Under normal circumstances, the use of extruded floating feed to raise fish can save 5-10% of feed compared with powdered feed or other pellet feed.
b). Digestion & absorption: Due to the high temperature and high-pressure processing conditions, the starch in the feed is well matured which is more favorable to digestion and absorption, and the fiber structure and cell wall are destroyed and softened, thereby improving the palatability and digestibility of the feed.
c). Water quality: The extruded floating fish feed will not dissolve in the water for a long time. The floating time of high-quality floating fish feed can be as long as 12 hours, and it is easy to observe and control the bait, reducing or avoiding the influence of powder and residual bait on the water.
d). The observation regarding fish growth, feed requirement & feed intake habits: Since the extruded floating fish feed can float on the water for a long time, the feeding situation of the fish can be observed well after the feeding, and it is convenient to adjust the feeding amount according to the requirement of the fish; at the same time, it can be more accurately- according to the changes of the fish feeding amount and understand the growth & health status of the fish feeding on the surface.
e). Wide range of feed size: Due to high pressure, temperature & moisture range we can get a wide range of feed sizes from the extruder die, ranges from 0.8 mm to 5 mm; as per fish growth & species.
7. Key points to be considered – Fish Feed Project.
A. Site & Project Selection:
a). Location: Condition of roads, availability of power, water and manpower, drainage & nature of the soil, water level, federal and local regulations for pollution & air quality, the attitude of local people and government towards a new feed manufacturing unit, taxation, and subsidy rules, etc. All these factors must be taken into consideration while selecting a site for the feed mill.
b). Feed Mill Design: Plant layout design plays an important part in the design and engineering phases of any industrial facility. Ease of operation; avoiding disturbance in material flow i.e. raw material & finish goods, sufficient space for turning of vehicles, space for movement of fire fighting vehicle, parking, other utilities like Boiler, Weigh Bridge, Electric Transformer, Bulk storage for oil & water as per ease in operating & material handling.
c). Warehouse size for Raw material & Machines: Minimum 12000 sq. ft. godown for raw material, finish goods & machines is required to run 2 tph project. The project can be installed In-line, L shape, or C shape as per space availability.
d). Provision for future Expansion: Selecting a layout with no room for expansion is a mistake. Even with the best planning, most successful plants will make changes in future years that could not have been foreseen. Therefore, it is wise to allocate some area of the site for future growth and expansion. And always select the location of the feed mill in such a way that there should be space for expansion towards the raw material godown (In direction of the chain conveyor).
B. Machines & Technology- Desired Features:
a). Hammer Mill: Can Provide 250-micron average particle size with minimum power consumption & operational cost, low maintenance & ease in operation.
b). Mixer: Can provide good homogeneous mixed feed with minimum heat generation & CV <=5.
c). Extruder: Low Power consumption, provision of steam & water addition, VFD at Main motor & Cutter assembly, Heavy-duty gearbox, can provide 0.8 mm to 5 mm pellet, ease in operation & low in maintenance. Good grade – hardened alloy steel material for screw & barrel with precise machining.
d). Dryer: Air quantity, feeding speed, belt speed can be adjusted as per requirement. Good grade stainless steel for a better life. Ease in operation, low in power & steam consumption. Provision to clean the last layer of bed – dust /leftover material. Feed spreader – for the uniform layer of feed. Adjustments for different diameter pellets – 0.8 mm to 5 mm.
e). Coater: Dosing adjustments with uniform spray arrangement.
f). Cooler: Good feed distribution arrangement for uniform bed level, adjustments in level sensors as per bed level required, minimum dead angles /corners to avoid cross-contamination, provision of bed adjustment during power failure.
g). Screening: Good lightweight design to minimize power consumption & fatigue failure. Self-cleaning provision for better efficiency.
C. Raw material or Formulation: Raw materials of floating fish feed mainly include fish meal, fish oil, DORB, rice polish, de-oiled cakes, minerals & vitamins pre-mix. Starch, Protein, fat & crude fiber are major compounds of fish feed ingredients. If we talk about typical pangasius fish formulation – protein range is about 26-32 %, starch 18-22 %, lipids /fats -5-8 % & fiber approx. 8-12 % ( depends upon fish size, breed & weather condition).
D. Process & Operating Parameters:
a). Particle size: Particle size before extruder should be in the range of 220-250 microns.
b). Moisture: Moisture range in raw material before grinding should be in the range of 9-12 %, after extrusion in range of 18-24 %, after dryer: 14-18 %, and aftercooler below 10%.
c). Temperature: Temperature after extrusion should be in the range of 110- 125 degrees Celsius.
E. Cost of feed Production: Feed production cost mainly includes:
a). Raw material: Considering a sample formulation as mentioned (just reference data):
Soya Doc – 220 kg @ 38-42 rs , Mustard oil cake – 185 kg @ 17-19 rs , wheat Flour – 220 kg @ 19-22 kg , rice flour -170 kg @ 19-22 kg , Fish Meal – 60 kg @ 37-40 rs , Shrimp meal – 70 kg @ 50-60 rs , Veg Oil -50 kg @ 55-65 rs , vitamin / Pre mix – 15 kg @ 180-210 rs , CMC, Anitioxidants , Carotenoid - @ 190-210 rs = average cost per kg of whole batch will be around 30-32 rs
b). Production cost: Production cost is inversely promotion to the quantity of feed produced – less for 5 TPH projects & more for 2 TPH projects. Production cost mainly includes – Power , Boiler & labor = Total of these three will be around 2.6-2.8 rs /ton ( approx.) – considering 250 KW power connection for 2 ton project ( running + fixed charges ) + 0.5 rs /kg of wood + labor charges approx. 0.35 rs /kg of feed production.
c). Maintenance /Consumable parts: This includes the cost of wearing parts like dies, cutters, screws, barrel, beaters, screens, elevator belts, pneumatic & electrical maintenance, gear oil, grease, water, stationery, etc.
d). Over-heads /Staff: This includes staff salaries, incentives, travel expenses, security, dealer margin, etc.
e). Packaging: That includes HDPE bag cost
f). Other indirect expenses: Includes marketing, branding & promotions, bad debts, bank interest, etc.
F. Final Feed characteristics: Main Characteristic of floating fish feed is floatability as mentioned:
a). Floatability: The water stability of fish feed pellet refers to the performance of keeping constituent from dissolution and diffusion after fish feed soaked in water for a certain period of time. Floatability mainly depends upon formulation & grains (especially starch content), binding agents /oils in formulation, particle size, conditioning in pre-conditioners & gelatinization, heat –shear force & moisture in extrusion, buoyancy – a combination of surface area – bulk density & water stability.